Bas?n?l? d?küm kal?p imalat?
Bas?n?l? d?küm kal?p imalat?, hassas i?leme ve ?s?l i?lem sürecinden ge?er, yüksek performansl? kal?p ?eli?i yüksek bas?nca, yüksek h?zl? metal s?v? darbesine ve s?cak i? kal?b?n?n entegre karma??k ?ekirdek ??karma ve so?utma sistemine dayanabilir.
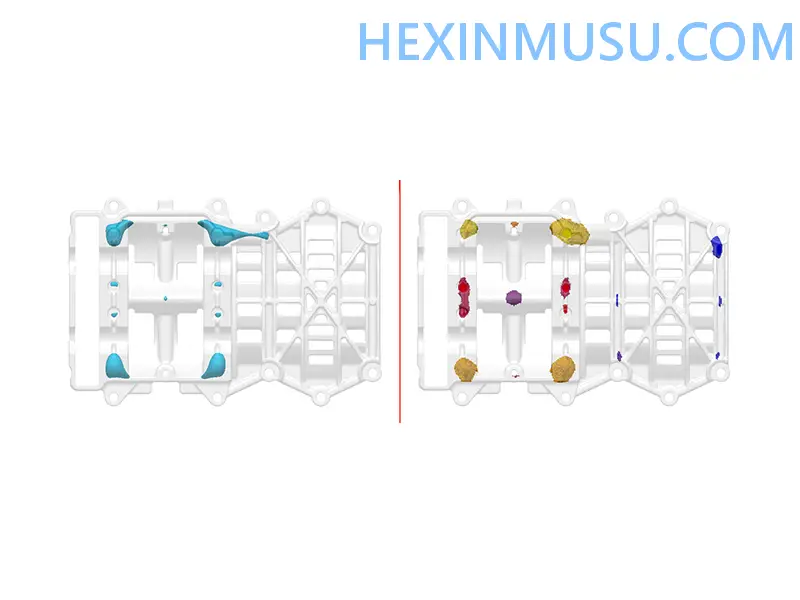
?imdi bir soru?turma g?nderinYüksek bas?n?l? d?küm, kokil d?küm ve al?ak bas?n?l? d?küm bas?n?l? kal?p imalat?, esasen metal s?v?n?n bo?lu?u doldurma dinami?ine ve ?ekline g?re farkl? d?küm süre?leri i?in yüksek hassasiyetli metal bo?luk ara?lar?n?n uyarlanmas? sürecidir. Bunlar aras?ndaYüksek Bas?n?l? D?kümKal?plar son derece yüksek enjeksiyon bas?n?lar?na ve yüksek dolum h?zlar?na maruz kal?r ve genellikle milisaniyelik dolum alt?nda ?mrü ve ?s? da??l?m?n? korumak i?in tasarlanm?? hassas ejekt?r, ma?a ??karma ve so?utma sistemlerine sahip yüksek mukavemetli s?cak i? kal?p ?eli?inden yap?l?r;yer?ekimsel d?kümKal?p, makul egzoz ve s?ral? kat?la?t?rma tasar?m?na ve daha geni? bir malzeme se?imine odaklanan nispeten basitle?tirilmi? bir yap?ya sahip s?v? metalin kendi a??rl???yla doldurulmas?na dayan?r;dü?ük bas?n?l? d?kümKal?plar, i? par?as?n?n dü?ük bas?n?l? gaz alt?nda a?a??dan yukar?ya do?ru sorunsuz bir ?ekilde dolduruldu?u s?zd?rmaz ve yal?t?ml? bir d?kme sistemi ile yak?ndan entegre edilmi?tir ve kal?p tasar?m? dikey y?nlü kat?la?ma ve büzülme kanallar?na ?zel ?nem vermektedir. Farkl? gü? kaynaklar?na ra?men, her ü? kal?p tipi de d?kümlerin bas?n? alt?nda, dü?ük bas?n?ta veya hi? bas?n? olmadan yo?un bir ?ekilde paketlenmesini ve net bir ?ekilde tan?mlanmas?n? sa?lamak i?in bo?luk boyutlar?nda yüksek do?ruluk, mükemmel serbest b?rakma a??lar? ve kaplama i?lemleri i?in tasarlanm??t?r.
1. Tasar?m ve ?nceleme3D/2D grafik tasar?m
2. Malzemeler ve Kaba ??lemeKal?p ma?alar?n?n kaba i?lenmesi
3. Son i?lem ve ?zel i?lemeIs?l i?lem sonras? hassas frezeleme
4. Montaj ve devreye almaKal?p Uydurma Kal?b?
5. Kabul ve teslimatBoyutlar?n incelenmesi, teslimat ?ncesi bak?m